Polymerisationsschrumpfung neuer Komposit-Füllungswerkstoffe\r

Für die Randständigkeit von Komposit-Füllungen ist nach wie vor das Dimensionsverhalten des Füllungsmaterials von großer Bedeutung, wenn auch in den vergangenen Jahren durch modifizierte Füllungstechniken und den Einsatz von Haftvermittlern deutliche Verbesserungen erreicht wurden. Die Gefahr einer Randspaltbildung wird dabei durch mehrere Materialeigenschaften bestimmt und ist nur aus deren Zusammenwirken und deren Änderungen während des Abbindevorgangs zu verstehen. Neben dem sehr wichtigen Einfluss der Volumenschrumpfung während der Polymerisation spielen auch die Haftung an der Kavitätenwand, die Kriechfähigkeit des Materials, sowie die thermische Ausdehnung eine wesentliche Rolle.
Durch die Polymerisationsschrumpfung während des Abbindens werden bei ausreichender Haftung an der Kavitätenwand Eigenspannungen in der Füllung erzeugt. Diese können durch ein Kriechen oder Fließen des Materials zur Wand hin teilweise wieder abgebaut werden. Erst wenn durch die zunehmende Viskosität und die damit abnehmende Verformungsfähigkeit des Materials diese Eigenspannungen die Haftfestigkeit zum Schmelz oder Dentin übersteigen, reißt die Füllung von der Wand ab und erst dann wirkt sich das Schrumpfungsverhalten voll auf die Randspaltbildung aus. Gleichzeitig überlagert sich der Volumenreduktion durch das Schrumpfen eine Expansion aufgrund der exothermen chemischen Reaktion, so dass ein kurzzeitig thermisch kompensierter Eigenspannungsanteil möglicherweise nicht abgebaut werden kann.
Betont werden muss deshalb, dass bei einem Vergleich von Materialien untereinander das Ausmaß der Schrumpfung nicht als alleiniger Bewertungsmaßstab für die Randständigkeit eines Füllungsmaterials genommen werden darf. Für eine zuverlässige und vollständige Einordnung müssen die anderen Eigenschaften ebenfalls erfasst und berücksichtigt werden.
Mit der vorliegenden Studie sollen nun zunächst Daten über die Polymerisationsschrumpfung, die in diesem Zusammenhang ursächliche Materialeigenschaft, vorgestellt werden. Sie wurden für eine Reihe neuer Komposite ermittelt, für die bisher noch keine ähnlich detaillierten Untersuchungen bekannt sind. Die Vorgehensweise entspricht der früher mehrfach benutzten (zum Beispiel [1-3]) und erfasst den zeitlichen Verlauf in der Abbindephase. Auf diese Weise werden die sich in der initialen Phase unterscheidende Schrumpfungsdynamik oder thermische Expansion sichtbar, die, wie eingangs erwähnt, die Spannungsreduktion beeinflussen können.
Bei dieser Prüfung wird die Auftriebskraft einer in Flüssigkeit getauchten Probe verwendet und abweichend von den häufig angewandten Methoden direkt die freie Volumenschrumpfung gemessen. Eine ausführliche Begründung für die Wahl dieser Methode findet sich in einem früher in dieser Zeitschrift veröffentlichten Beitrag (ZM 11/1998, [4]).
Materialien
Für die Untersuchungen wurden elf lichthärtende Komposit-Füllungswerkstoffe ausgewählt, die überwiegend erst in den letzten Jahren auf den Markt gekommen sind und unter anderem mit dem Ziel einer möglichst geringen Schrumpfung entwickelt wurden. Unter ihnen befinden sich auch vier so genannte „stopfbare“ Materialien, die – soweit vorhanden – mit ihren normalen Ausgangswerkstoffen verglichen werden. Sie sind in der Tabelle 1 näher charakterisiert.
Messmethode
Vorgehensweise
Die Messmethode beruht auf dem Auftriebsverfahren. Aus dem zu untersuchenden Material wird eine etwa 20 Millimeter lange Probe von etwa zwei Millimetern Durchmesser gerollt (Materialmenge etwa 250 Milligramm). Diese wird mit einem Haar an der Waagschalenbefestigung einer Halbmikrowaage aufgehängt und so zunächst ihr Trockengewicht ermittelt. Anschließend wird zusätzlich eine mit einer Flüssigkeit gefüllte Küvette in die Waage eingebracht, in welche die Probe vollständig eintaucht. Aus der Differenz der beiden Messungen, dem Auftrieb, lässt sich das Volumen der Probe sowie mit dem Trockengewicht deren Ausgangsdichte berechnen. Mit einem herkömmlichen Belichtungsgerät (Kulzer Translux) wird die Probe dann durch die Küvettenwand langsam wedelnd belichtet. Die Gesamtbelichtungszeit wird so gewählt, dass jeder Probenbereich die vom Hersteller vorgeschriebene Belichtungszeit erfährt. Zum Ausgleich von Absorptions- und Reflexionsverlusten durch die Küvette und das Wasser werden hierbei die vom Hersteller empfohlenen Zeiten um 20 Prozent verlängert. Daraus ergeben sich Bestrahlungszeiten von 240 Sekunden für die gesamte Probe. Mithilfe der Waage wird gleichzeitig vom Bestrahlungsbeginn an bis 60 Minuten danach die Auftriebsänderung und damit die Volumenabnahme gemessen. Weitere Details der Vorgehensweise finden sich in [5].
Von jedem Material wurden vier bis fünf Proben getestet und die Schrumpfungs-Daten gemittelt. Auf Messzeiten über 60 Minuten hinaus oder eine zusätzliche Untersuchung des Langzeitbereichs, wie sie in [5] dargestellt sind, wurde hier verzichtet, da die Schrumpfung in dem betrachteten Zeitraum weitgehend abgeschlossen erscheint.
Einflüsse der Messanordnung und Modifikationen
Die Vorgehensweise entspricht weitgehend der früher gewählten [4]. Sie unterscheidet sich lediglich in zwei Punkten: Es wird eine andere, neuere Waage (Sartorius BP 211D) benutzt, die jedoch eine vergleichbare Empfindlichkeit besitzt wie die frühere (Sartorius 2024 MP). Außerdem wird als neues Auftriebsmedium Silikonöl (Wacker AK 350) verwendet, wohingegen die früheren Messungen mit destilliertem Wasser durchgeführt worden waren. Der Grund für diese Änderung basiert auf dem Verdacht, dass Wasser beziehungsweise Wasserdampf das empfindliche elektrostatische Messsystem der Waagen beeinflussen könnte. Während sich in Wasser mit der älteren Waage nach 20 bis 30 Minuten ein näherungsweise konstanter Wert ergibt, zeigt die neue Waage eine weitere Abnahme der Messwerte, also scheinbar eine weitere Schrumpfung. Durch die Verwendung des Silikonöls, welches einen deutlich niedrigeren Dampfdruck sowie eine erheblich geringere elektrische Leitfähigkeit besitzt, wird dagegen nahezu ein Plateau erreicht, also die maximal beobachtete Schrumpfung beziehungsweise in etwa deren Endwert.
Diesen Befund zeigt die Abb. 1 am Beispiel von Tetric Ceram, das schon früher untersucht wurde. Es sollen damit hier nur die unterschiedlichen Verläufe wie Steigungen demonstriert werden. Die verschiedenen Niveaus, die erreicht werden, lassen sich vermutlich durch die unterschiedlichen Chargen erklären, denn es liegen ein bis drei Jahre zwischen den einzelnen Messungen. Die Kurve in Silikonöl veranschaulicht im übrigen auch den Einfluss der thermischen Ausdehnung auf das Volumenverhalten. Die geringere Wärmeleitung des Öls führt zu einer stärkeren Erwärmung der Probe und damit zu einer größeren Ausdehnung, die der Schrumpfung entgegenwirkt und den Verlauf im Anfangsbereich abflacht.
Wegen der Gefahr von Fehlmessungen durch das Wasser wurden deshalb seither alle weiteren Messungen mit Silikonöl als Auftriebsmedium durchgeführt.
Ergebnisse
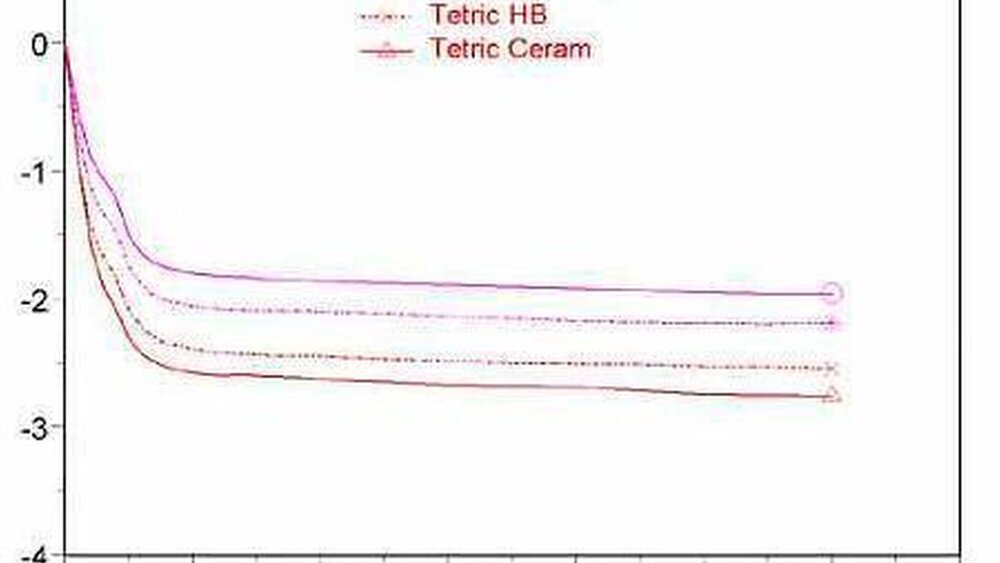
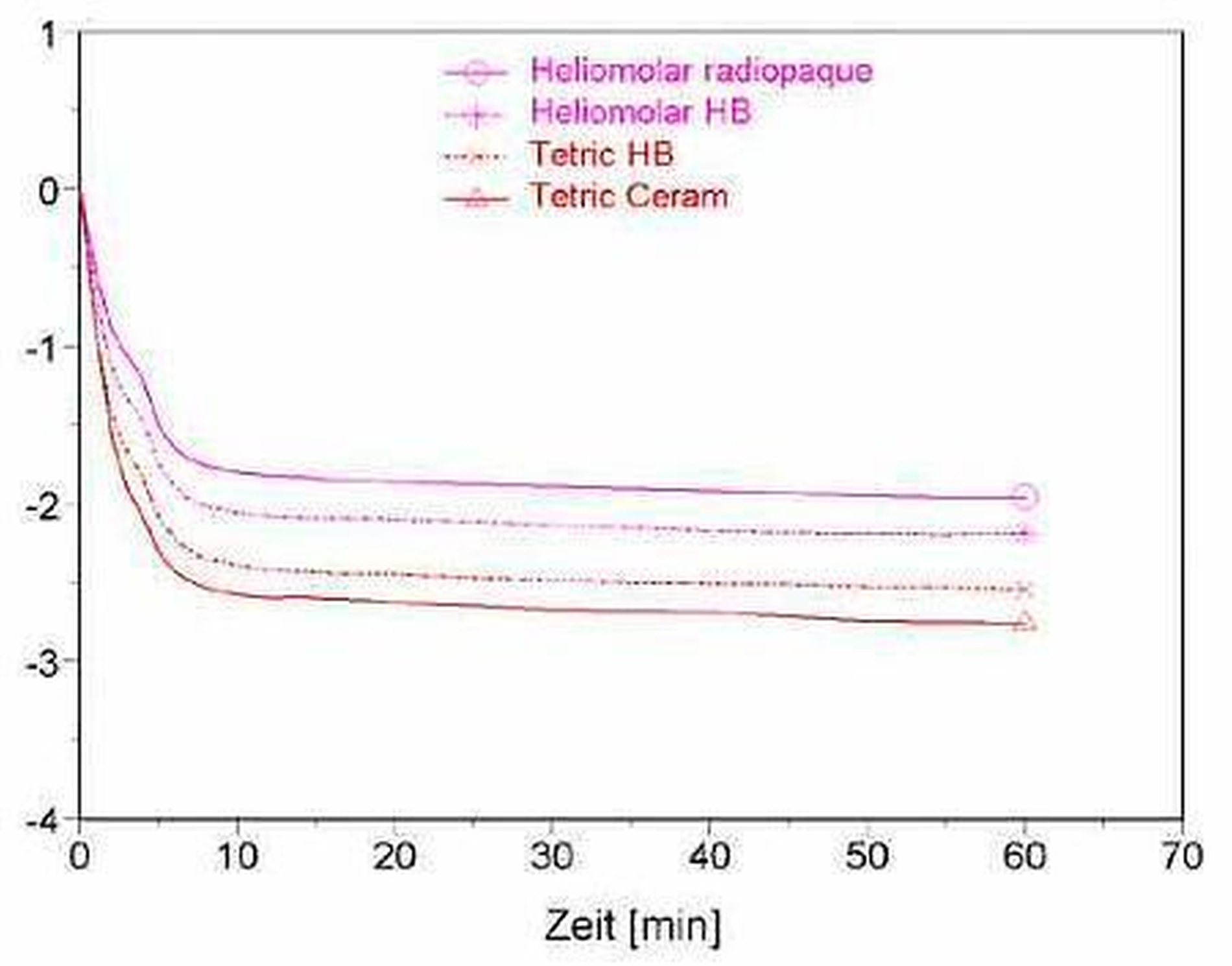
Die Ergebnisse sind in den weiteren Abbildungen dargestellt. Dabei sind sie aus Gründen der Übersichtlichkeit auf drei Diagramme aufgeteilt. (Zur Erleichterung von Vergleichen mit den früher hier präsentierten Ergebnissen [4] wurden die gleichen Achsenmaßstäbe gewählt). Die Abbildung 2 zeigt die normal zu verarbeitenden Komposite und die Abbildung 3 die so genannten „stopfbaren“. Die Abbildung 4 vergleicht zwei der stopfbaren Materialien mit ihren ursprünglichen Ausgangsmaterialien und ermöglicht damit gleichzeitig eine Einordnung der stopfbaren (Abb. 3) in das Feld der normalen Werkstoffe (Abb. 2). Die Endwerte dieser Kurvenverläufe sind noch einmal in Tabelle 2 für einen Gesamtvergleich zusammengefasst. Um eine Vorstellung über die Messgenauigkeit zu vermitteln sind dort auch die zugehörigen Standardabweichungen angegeben. Die Streuung ist danach zumeist erstaunlich gering. Außerdem enthält die Tabelle die Volumenanteile an anorganischen Füllerpartikeln und – soweit es sich um Materialien mit vorpolymerisierten Anteilen handelt – zusätzlich auch deren Volumenprozentsatz (nach Herstellerangaben soweit vorhanden, oder aus den entsprechenden Gewichtsprozentanteilen berechnet).
Diskussion
Die Ergebnisse zeigen deutliche Variationen im Schrumpfungsverhalten. Die Niveaus (Abb. 2 bis 4) und deren Endwerte (Tab. 2) unterscheiden sich einerseits bis nahezu um den Faktor 2. Im Vergleich zu den früher untersuchten Werkstoffen [2-4] ist andererseits bemerkenswert, dass die jetzt betrachteten neueren Materialien insgesamt zu niedrigeren Werten verschoben sind. Es existieren mehrere Werkstoffe mit Schrumpfungen um oder unter zwei Prozent, im Gegensatz zu früher, wo die Volumenänderungen zumeist deutlich über zwei Prozent lagen, das heißt etwa im Bereich zwischen 2,5 und 3,5 Prozent und bei den so genannten „fließfähigen“ sogar über vier Prozent. Allerdings ist anzumerken, dass diese Verschiebung gegenüber früher qualitativ zwar offensichtlich ist, das absolute Ausmaß jedoch vorsichtig bewertet werden muss, da der oben beschriebene Einfluss des Wassers sich möglicherweise nicht nur auf die Steigung der Messkurven sondern auch auf die absolute Höhe der Messwerte auswirken könnte.
Die niedrigen Schrumpfungswerte erklären sich vermutlich vor allem aus einem hohen Volumenanteil an Füllerkomponenten (vergleiche Tab. 2), in den meisten Fällen der rein anorganischen Partikel (QuiXfil, Filtek P60, Surefil), oder bei Verwendung von bereits vorpolymerisierten Füllkörpern von deren Anteil (InTen-S, Heliomolar). Ein vergleichbar hoher Füllgrad scheint aber nicht in allen Fällen notwendigerweise zu einem schrumpfarmen Material zu führen, so dass Unterschiede in der Matrixkomponente den Effekt mindern können (Esthet X, Prodigy Condensable, Tetric).
Die stopfbaren Materialien zeigen in diesem Feld eher etwas höhere Schrumpfwerte (vergleiche Abb. 3 und Tab. 2). Die Varianten, die aus schon vorhandenen Produkten abgeleitet wurden (Heliomolar HB, Tetric HB), unterscheiden sich nur wenig von ihren Ausgangsmaterialien (Abb. 4).
Zusammenfassend lässt sich danach feststellen, dass mit der Verbesserung der Polymerisationsschrumpfung bei den neueren Materialien durchaus Fortschritte erzielt wurden. Allerdings darf die Schrumpfung nach dem eingangs Gesagten nicht als alleiniger Bewertungsmaßstab herangezogen werden. Es müssen auch die anderen, den Eigenspannungsaufbau beeinflussenden Größen berücksichtigt werden. Es kann zum Beispiel durchaus eine größere Schrumpfung durch eine höhere Fließfähigkeit des Materials oder durch eine bessere Haftung an der Kavitätenwand kompensiert werden. Dies sind Aspekte, die in Zukunft stärker ins Kalkül gezogen werden müssen und Möglichkeiten zur weiteren Optimierung des Füllungsverhaltens eröffnen.
Korrespondenzadresse:Dr. Uwe SoltészFraunhofer-Institut für WerkstoffmechanikWöhlerstr.11, 79108 Freiburg
\n
Material
Hersteller
Farbe
Verarbeitung
Chargen-Bez.
\n
Esthet X
Dentsply
A3
6001164
\n
Filtek P60
3M
B2
20001018
\n
InTen-S
Vivadent
-
RZ A073
\n
Point 4
Kerr
A3
3973
\n
Prodigy Condensable
Kerr
A2
stopfbar
004409
\n
QuiXfil *
Dentsply
-
UK 26-185-1 *
\n
Surefil
Dentsply
A3
stopfbar
010104
\n
Heliomolar radiopaque Heliomolar HB
Vivadent
210/A3 210/U
stopfbar
C 35631 RZ A003
\n
Tetric Ceram
Vivadent
B2
B 15923
\n
Tetric HB
110
stopfbar
RZ A062
\n
* Materialprobe aus der letzten experimentellen Entwicklungsphase
\n
\n
Material
Füllstoffgehalt [Vol.%]
Schrumpfg. [Vol.%]
Standard-Abw.
\n
anorgan.
gesamt
\n
Esthet X
60
-
2,62
0,04
\n
Filtek P60
61
-
1,90
0,06
\n
InTen-S
66
1,87
0,09
\n
Point 4
57
-
3,01
0,10
\n
Prodigy Condensable
62
-
2,52
0,04
\n
QuiXfil
68
-
1,66
0,10
\n
Surefil
65
-
2,04
0,06
\n
Heliomolar radiopaque
46
64
1,96
0,07
\n
Heliomolar HB
47
64
2,19
0,10
\n
Tetric Ceram
52
-
2,76
0,05
\n
Tetric HB
57
-
2,55
0,02
\n


{kind=link}